Don’t Be Data Rich but Information Poor
Sept. 23, 2024
6 min read

Process data is collected within every PLC, HMI, IoT sensor and meter in a manufacturing operation. This data contains valuable information related to machine performance, environmental conditions and overall production rates. However, despite its availability, most manufacturers struggle to effectively analyze and, therefore, utilize this data in a meaningful way.
This lack of data use results in today’s facilities being generally data rich but paradoxically information poor. The ability to make data-driven decisions and fully leverage smart manufacturing technologies is therefore hindered and that’s an issue that needs to be addressed, as most manufacturers today list smart manufacturing (data-driven decision making) as important to their future success.
Analytics can provide insights across four broad information categories: descriptive, diagnostic, predictive and prescriptive (see Table 1). Most manufacturing sites today are pursuing the first level of analytics, obtaining descriptive insights for systems ranging in size and scale from a single machine to the enterprise as a whole. At this first level, analytics provide observational insights that may not otherwise be clear. For example, analytics can answer machine-level questions such as: “How long did the machine run without a fault?” or “What is the most commonly occurring fault?”
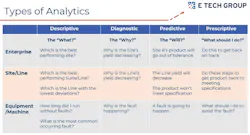
However, as can be seen in Table 1, the potential for analytics to answer questions, solve problems and optimize processes goes much further. With the right data, analytics can offer diagnostics-level insights, providing answers for the reasons why a particular issue is occurring.
Reviewing the right side of Table 1, analytics can provide even more complex insights for predicting behavior such as knowing the conditions that will produce the particular fault. It can also be used to formulate prescriptive solutions, i.e., knowing how to avoid the fault.
A strategy for dealing with data silos
An important first step to using data analytics for decision-making purposes is to identify the specific outcomes a manufacturer aspires to achieve. These outcomes vary widely from process optimization and root cause analysis of system failures to making predictions. Focusing on the desired outcomes informs the selection and, therefore, the source of required datasets.
The primary challenge for implementing manufacturing intelligence is that the needed data often resides in very different systems with limited or no streamlined generalized access, commonly termed data silos. As an example, data from quality testing may reside in a manufacturing engineer’s spreadsheet to which general operators have no access. Furthermore, the data may lack important context needed for the full use of analytics. Specifically, temperature data may be present, but the more precise information describing the location where the measurement was taken may be missing.
That’s why our strategy for implementing a manufacturing intelligence system is:
- Determine the type of decisions that the data analytics system will inform. This clarification will establish how and by whom the data is used to make decisions.
- Locate the required datasets and consolidate into a singular platform.
- Address any further context needed for the data to be useful.
- Select the appropriate platform(s) to analyze the data.
Applying a data analytics platform
While E Tech Group partners with several vendors offering unique SaaS-based analytics solutions, I’ll use FactoryTalk DataMosaix from Rockwell Automation, as an example. FactoryTalk DataMosaix centralizes and organizes data from various sources across a manufacturing operation into a unified namespace (UNS), enabling better data visibility and analysis to improve decision-making and operational efficiency.
Situated between the IT and OT networks, DataMosaix can access data originating from devices residing deep within the OT network and also connect to cloud-based portions of the application for complex analysis purposes. While the concept of a UNS presents many practical issues in regard to operations control, it offers significant benefits for reporting and analysis by consolidating data from various sources into a centralized, accessible location. This centralization makes data more usable across different applications improving overall data management.
DataMosaix uses edge connectors as interface points that collect data from PLCs, HMIs, sensors and other devices operating on the plant floor. The edge connectors standardize the data and transmit it to the Edge Manager within the DataMosaix system.
Situated within the DMZ of a facility’s network, the Edge Manager processes the data received from edge connectors and applies local decision-making algorithms to enhance operational efficiency directly at the source. For example, if data coming from an edge connector indicates that a temperature exceeds its operating range, the Edge Manager can make real-time decisions to adjust the cooling system accordingly or alert staff to do so. It reserves data transmission to the cloud for more intricate and complex analysis of long-term patterns and trends. The result is a robust data-management system that provides remarkable visibility and analysis of plant operations.
Application-specific SaaS solutions can be purchased via subscription to visualize and interpret specific types of data for further insights. Some examples include:
- Energy Manager. Using utility meters (for electricity, gas and water) installed throughout the target system, Energy Manager provides insight into resource use per process or per machine. Potential outcomes include: discernment of the most energy expensive products to manufacture and determination of the most energy expensive equipment to operate.
- PlantPAx Analytics provides a centralized location for alarm review. The application is designed to aggregate alarms from different sites/manufacturing lines and provide analytics based on ISA18.2 alarm management standards. This tool facilitates site alarm rationalization efforts so that every system alarm is meaningful and requires operator action. Alarm rationalization eliminates nuisance alarms that typically clutter up the entire alarm system resulting in operator alarm apathy and masking of critical alarms. E Tech Group is currently engaging with Rockwell Automation to expand this tool for use with non-Rockwell systems.
- Batch Analytics analyzes data from batch processing to identify optimal production conditions, i.e., the golden batch. The software compares current production data to the parameters associated with a golden batch to suggest real-time process adjustments to minimize batch variability, improving overall quality and consistency.
Manufacturing intelligence technology now stands poised to help manufacturers gather, analyze and act upon the information locked within disparate data sources from vastly different areas of their operation. This information is invaluable to obtaining both a deep understanding of their current operation and, perhaps more importantly, actionable ways to optimize it. Insights gleaned from manufacturing intelligence tools are a key driver for future competitiveness, innovation and business success.
Pradeep Paul is group director, Manufacturing Intelligence and Advanced Services at E Tech Group. E Tech Group is a certified member of the Control System Integrators Association (CSIA). For more information about E Technologies Group, visit E Tech Group on the Industrial Automation Exchange.
About the Author
Sign up for our eNewsletters
Get the latest news and updates
